在精密制造领域,光纤激光焊接因其高能量密度、高效率和良好的焊缝质量而被广泛应用。然而,许多企业在实际生产中都会遇到一个令人头疼的问题——焊缝气孔。气孔会显著削弱焊缝的强度和密封性,导致产品返工率上升,甚至批量报废。
那么,气孔究竟是如何产生的?又该如何从根源上消除?本文将通过一个真实案例,为您详细拆解并给出完整的解决方案。
光纤激光焊接过程中,当气体在熔池凝固时未能及时逸出而被裹挟其中,就会形成气孔。其根本原因通常包括以下几方面:
匙孔动力学不稳定:激光功率过高或焊接速度不当,会导致匙孔反复塌陷,将气体卷入熔池。
工件表面污染:油污、氧化层或湿气在高温下分解产生气体,成为气孔的直接来源。
保护气体覆盖不足:喷嘴角度或流量设置不合理,导致熔池无法有效隔离空气。
焦点漂移:长时间连续焊接时,激光器及光学部件温度升高,引起焦点位置漂移,熔池形态紊乱,加剧气孔形成。
某精密零部件制造企业使用1500W光纤激光焊接设备进行批量生产,长期受到气孔问题困扰。焊缝抽检显示气孔率居高不下,导致产品强度不合格,返工成本大幅增加,客户交付压力巨大。
工程师团队对现场进行了系统排查,发现气孔并非单一因素造成。首先,部分工件表面存在微量油污和氧化层,焊接前清洁不彻底。其次,焊接参数中功率偏高、速度偏快,导致匙孔状态不稳定。此外,保护气体喷嘴位置不够合理,覆盖效果不均匀。
最容易被忽视的问题是热漂移。在连续生产数小时后,激光器内部温度逐渐升高,焦点位置发生缓慢漂移。操作人员不得不频繁停机调整,不仅影响效率,更导致前后批次焊缝质量不一致。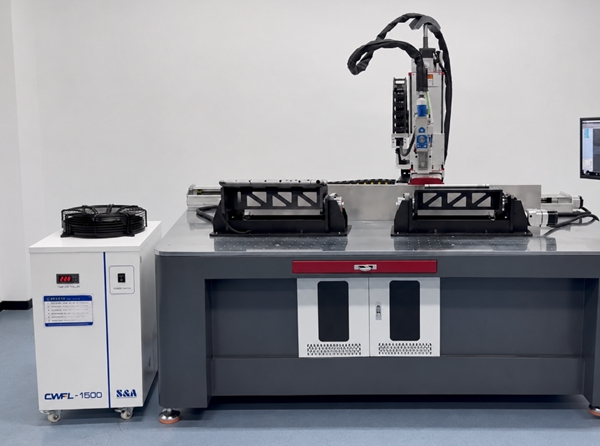
针对上述问题,企业采取了一套综合改进措施:增加焊接前清洗工序,确保工件表面洁净;重新标定激光功率与焊接速度的匹配关系,使能量输入更加平稳;优化保护气体喷嘴设计与流量参数。最关键的一步,是引入特域光纤激光冷水机CWFL-1500,对激光器和光学部件进行精准的温度控制,彻底消除长时间工作下的热漂移现象。
改进后,气孔缺陷率显著下降,焊缝质量稳定可靠。连续生产不再出现因温度漂移导致的质量波动,工艺重复性大幅提升,企业顺利按时交付订单。
上述案例揭示了一个容易被忽视的事实:即使工艺参数和工件状态都处理得当,如果激光系统的热稳定性得不到保障,气孔问题依然难以根除。温度漂移会导致光束质量变化、焦点位置偏移,直接破坏熔池的稳定性。
特域CWFL-1500光纤激光冷水机正是为此而设计。它专门为1500W光纤激光设备提供精准冷却,帮助用户从根源上减少气孔缺陷。
核心优势
双温双控技术: 双独立冷却回路,同时满足激光器与激光头的不同温控需求。
高精度温控:将水温稳定在±1℃范围内,确保激光输出稳定,有效防止因温度波动导致的加工缺陷。
智能温控模式:自动根据环境温度调节水温,有效避免激光器内部产生冷凝水。
多重安全保护:内置压缩机延时保护、过流保护、水流报警和温度异常报警等机制,保障设备长期可靠运行。
国际认证:通过CE、RoHS、REACH等多项认证,品质可靠。
光纤激光焊接中的气孔问题,往往不是单一原因造成的。工艺参数、工件清洁度、保护气体设置、系统热稳定性缺一不可。而热稳定性是其中最容易忽视却至关重要的环节。
特域CWFL-1500冷水机通过精准的热管理,帮助激光设备保持稳定的光束输出和焦点位置,从根源上减少气孔缺陷,提升焊接合格率与生产效率。对于追求高质量、高稳定性的精密制造企业而言,这是一项值得投入的关键配置。





























